45号钢深孔加工三大痛点,msiy-4020电主轴一招破解!
发表时间:2026-03-12 19:06:00
45号钢深孔加工三大痛点,msiy-4020电主轴一招破解!
45号钢圆棒加工1.6×7mm深孔时,经常遇到钻头折断、进刀困难、加工时间过长的问题。这主要源于三个技术难点:

一是材料硬度较高,切削负载大,如果主轴扭矩储备不足,容易造成闷车停转;
二是孔径细小,切屑排出通道狭窄,一旦堵塞,钻头极易扭断;
三是深径比达到1:4.4,钻头长径比过大导致刚性下降,加工时容易偏摆,影响孔的直线度。

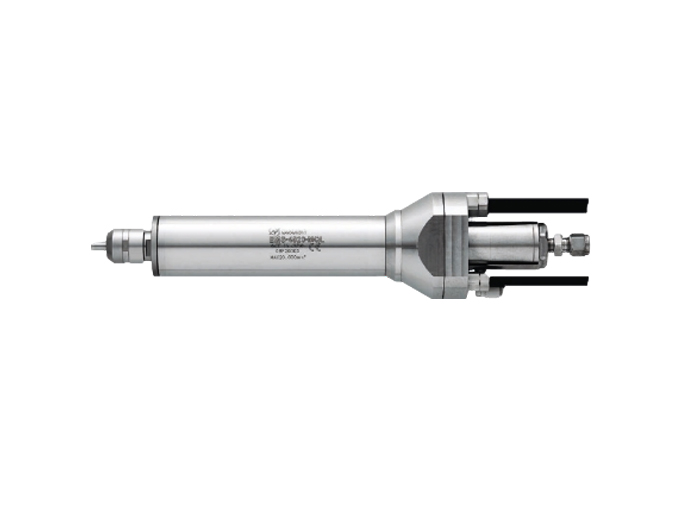
针对这些情况,可以考虑采用MSIY-4020电主轴进行加工。这款主轴外径40mm,输出功率600W,最大扭矩0.6N·m,在加工钢件时能够提供稳定的切削动力。其最高转速20000转/分钟,配合3μm的跳动精度,有助于改善小孔加工的直线度和排屑效果。
从实际使用情况看,这套配置在加工45号钢深孔时,钻头损耗和加工效率都有一定改善。
相关资讯18124698426
- 排刀机铣扁位总是容易跳刀?加装MSIY-3316电主轴
- 工件端面铣削加工选什么主轴好,用日本NAKANISHI高频铣
- 外圆磨床加装PL600气动主轴,可实现内圆精密研磨
- 推荐一款高性价比的高频铣MSIY-20F,转速6万
- 日本NAKAISHI高速主轴HES系列的主要特点是什么?
网友热评18124698426
相关产品18124698426