Q355材料钻削0.9mm小径斜孔的精密加工方案
发表时间:2025-10-10 16:31:00
Q355材料钻削0.9mm小径斜孔的精密加工方案
在Q355钢材上钻削0.9×8mm的斜孔,
面临排屑困难、钻头易滑移导致偏斜及断刀的核心挑战。
传统加工方式难以保证孔位精度与加工效率。
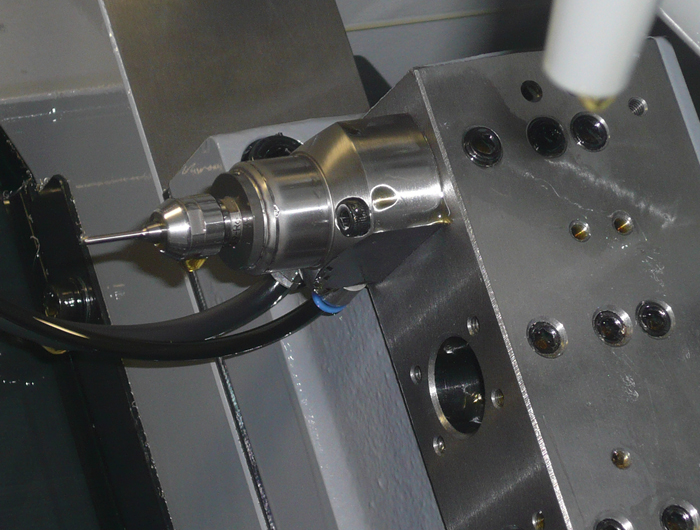
推荐采用一拖二电主轴系统作为解决方案。
该方案在机床上搭载一个MSIY控制器驱动
两台4万转高转速电主轴,实现“分步加工,各司其职”。
高精度定点:第一支主轴配备中心钻或定点钻,凭借系统1微米的极高跳动精度,
在斜面预先加工出精准的导向点,从根本上解决钻头滑移问题。

高效钻孔:第二支主轴换装0.9mm钻头,在已定点的位置进行高效钻削。
4万转高转速确保了小直径钻头获得足够的切削线速度。
此方案结合专用治具,将复杂的斜孔加工分解为两个高稳定性的精密工步,
有效保障了Q355材料上小径斜孔的加工成功率与一致性。
相关资讯18124698426
网友热评18124698426
相关产品18124698426