铝件钻6mm通孔怎样才能避免产生毛刺?
发表时间:2023-09-06 14:55:00
铝件钻6mm通孔怎样才能避免产生毛刺?

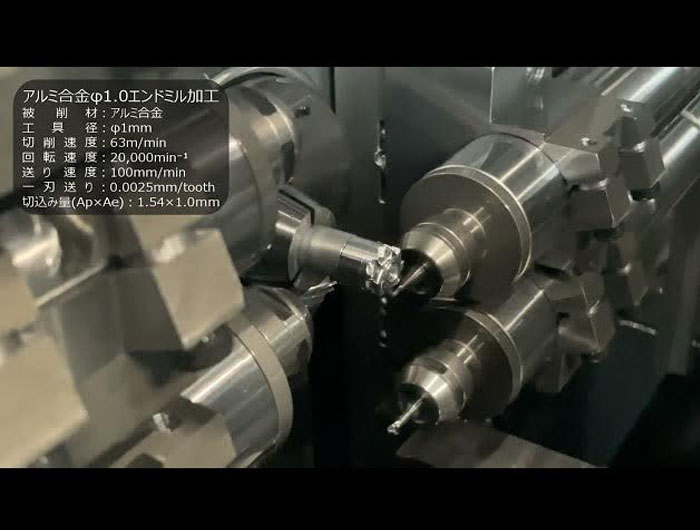
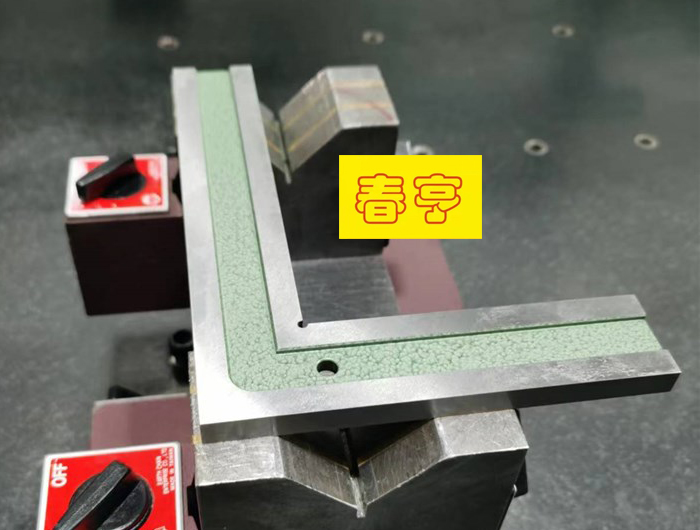
加工中心钻铝件6mm通孔,假如用常规方法,用钻头来加工的话,容易产生毛刺,但是用中西NAKANISHI大力矩电主轴BMS-4040,搭配φ4mm立铣刀加工,不会产生毛刺,且加工时长不变。

中西NAKANISHI大力矩电主轴BMS-4040,外径40mm,转速高达4万转,旋转跳动精度1μm以内,输出功率1200W,扭矩0.5N.m,加工力度刀,加装在CNC加工中心可以使用。

铝件钻6mm通孔要想避免毛刺产生,则需要提高钻孔速度,将主轴转速调整至40000rpm,进给速度500mm/min,真的不会产生任何毛刺,且加工时间与钻头相同,提高了钻孔效率,避免了二次加工。
相关资讯18124698426
- 进口厚度计
- 压铸铝去凸台去合模线,用MSIY自动换刀浮动主轴
- 不锈钢钻2*16mm孔,2秒完成一个孔,怎么做到的?
- MSIY气动锉刀浮动,适用于铝件小毛刺去除
- 排刀机铣圆柱体扁位,加装MSIY-3316无刷电主轴
网友热评18124698426
相关产品18124698426